



想要深入了解q345c钢板、q345d钢特点产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您全方位感受产品的魅力与品质。
以下是:q345c钢板、q345d钢特点的图文介绍

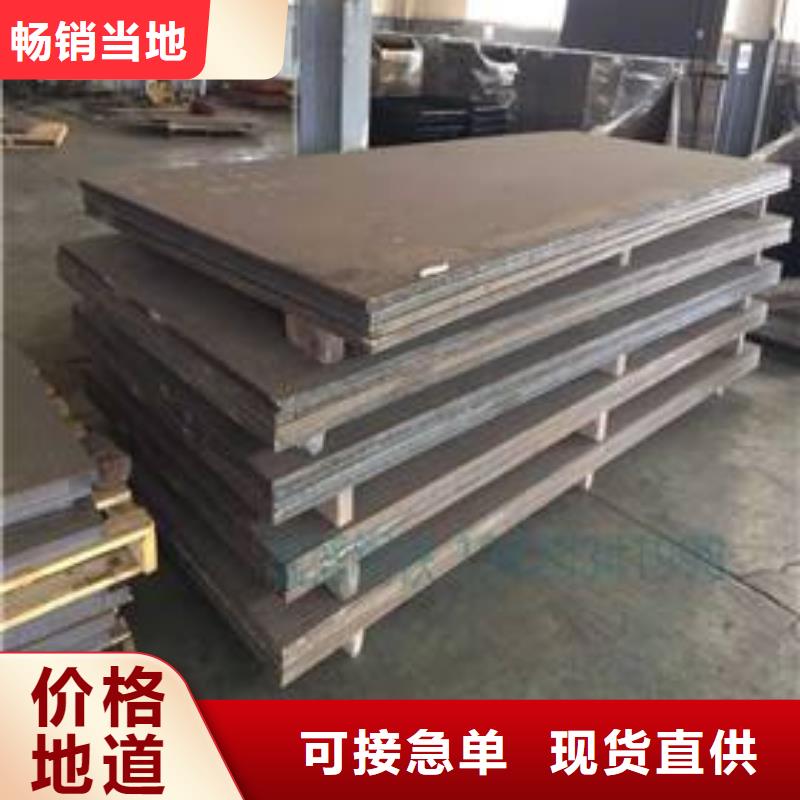
产品各类型号的【耐厚板】规格齐全,可根据用户需求开发、设计;
工艺标准化【耐厚板】生产流程,高度机械化、自动化作业,精良制作制造高品质【耐厚板】产品。
材料【耐厚板】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【耐厚板】行业生产标准:


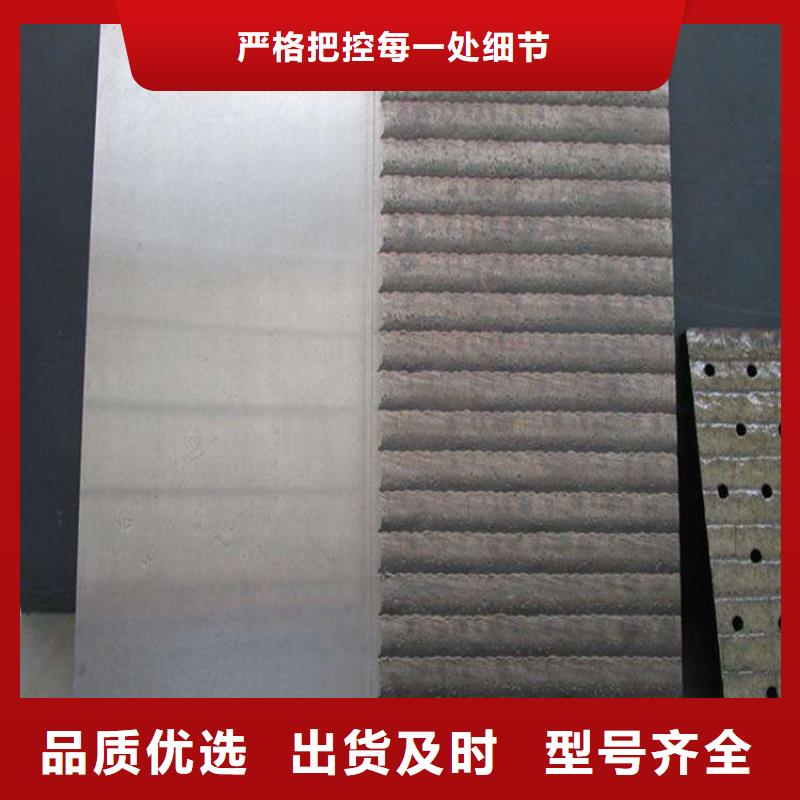
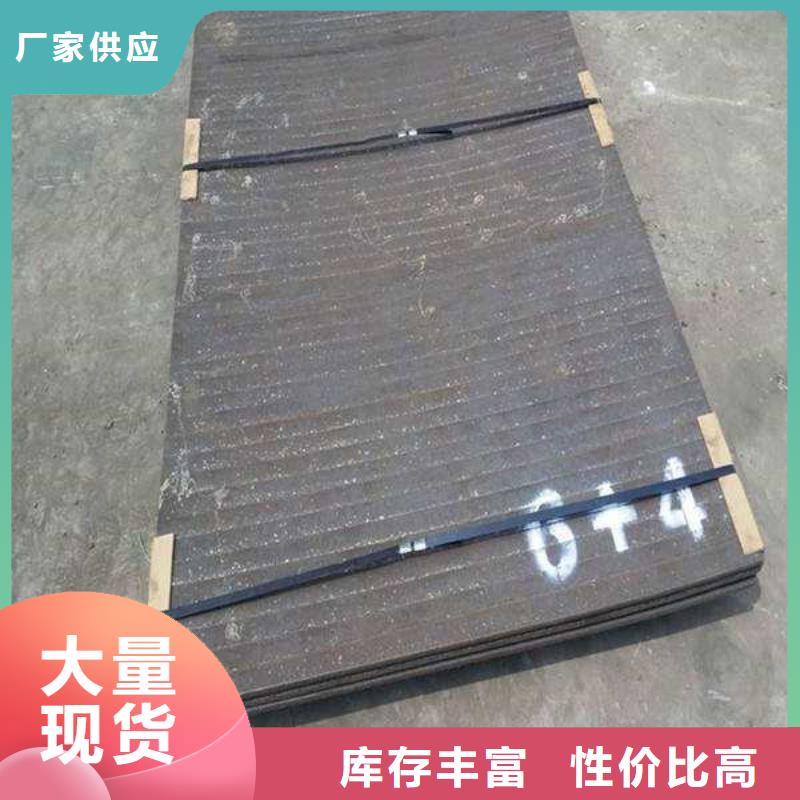
耐磨堆焊钢板耐磨效果要比耐磨钢板好的多,使用寿命延长,堆焊耐磨板是一种高耐磨复合材料,它是采用自动金属电弧堆焊方法在Q235整幅钢板上形成过共晶高鉻合金耐磨层。在耐磨复合板中,金属化合物以比较弥漫的形式分布于固溶体基础上,并被实际用作强化相,从而能使整个合金的强度、硬度、耐磨性得到很大的提高。



堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。

